
A technology that allows to significantly improve the performance of mixing processes in industrial production. Suitable for multiphase applications such as screening reactions, bioprocess, gas-liquid absorption, liquid-liquid extraction, precipitation and crystallization.
Mixing efficiency is the key factor for the success of several processes. Stirred tank reactor is commonly used at the industry, however, problems associated with bad mixing, scale up, product quality and process reproducibility, are typically reported.
In order to overcome these limitations, static mixers are used. Static mixers are characterized by their small size, intense mixing and enhanced mass and heat transfer. However, as the mixing in these units is dependent on superficial velocity, the desired mixing is normally achieved by increasing the fluid flow or the number of mixers, a disadvantage in some processes.
Unlike static mixers the mixing in oscillatory flow reactors can be improved without changing the solution flow and unit numbers, furthermore, it can be operated in batchwise or continuously, flexibility specially relevant to the industry.
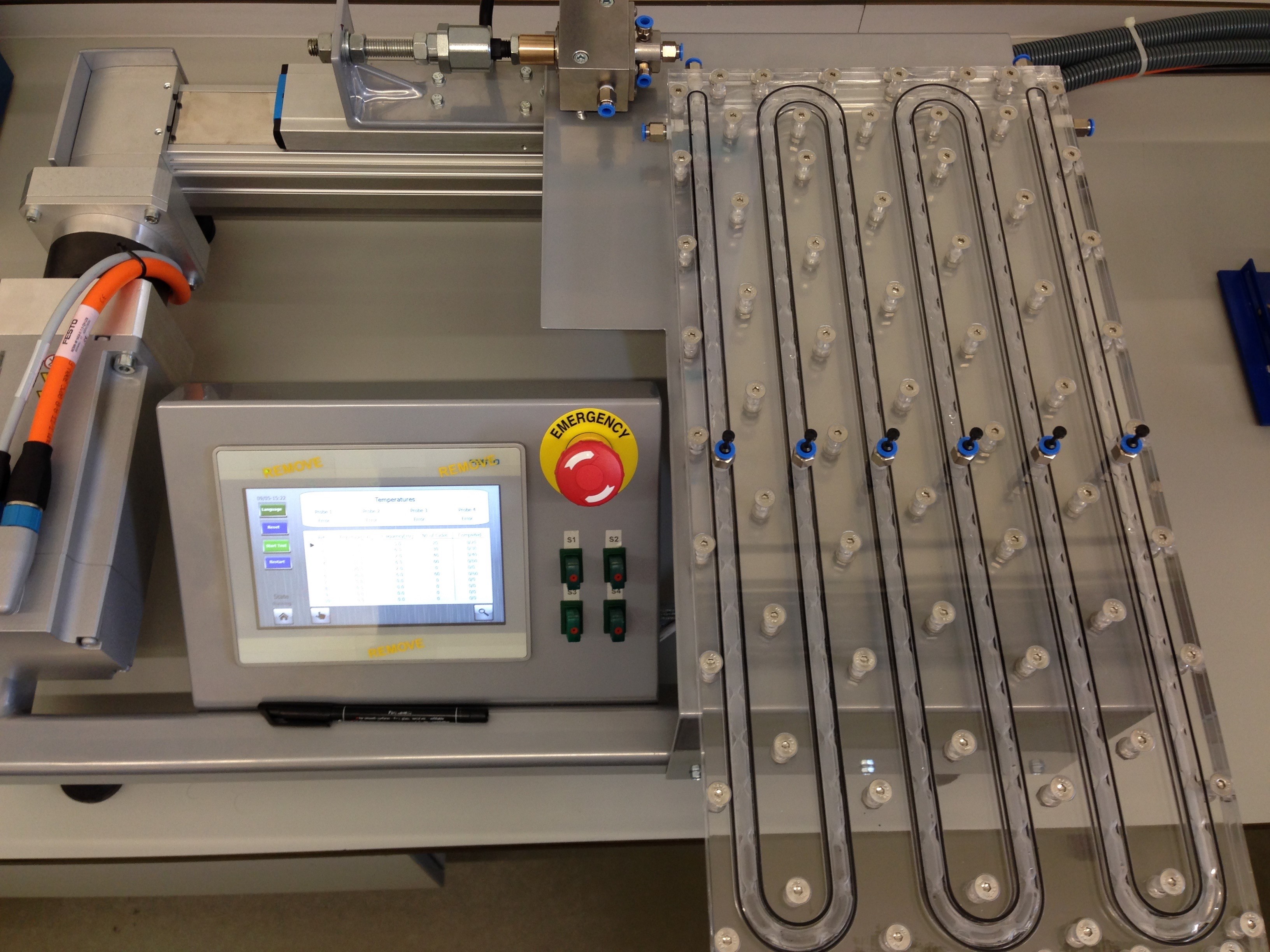
The present oscillatory flow reactor (OFR) is based in an innovative geometry and dimensions that enable the creation of eddies when the flow passes through constrictions, which further enhance the identification of stirring. Reactor constrictions are smooth and obey a size ratio that resulted from theoretical and experimental studies aiming at optimizing the mixture. The formation and dissipation of eddies allow significant increase of heat and mass transfer, stirring and separation of particles and crystallization rate, among others.
The present technology is totally thermostatized.
The present OFR decreases significantly the consumption of reagents and side products which result from poor mixing and from the purification sub-stages. Thus, it reduces costs and increases operational efficiency.
Some examples: 1) crystallization process - metastable zone increase in comparison with "conventional" OFR, better supersaturation control and narrow crystal size distribution; 2) precipitation – a mixing intensification of the solution since the first contact moments; 3) gas-liquid systems - a significant mass transfer increase; 4) liquid-liquid extraction – significant increase of the contact area.
Presently, fine chemical, biochemical, biological and pharmaceutical industries that intend to shift from batch to continuous processes, are looking for new devices for mass and heat transfer intensification.
This novel OFR is suitable for small and medium-scale (millilitres to litres) multiphase applications such as screening reactions, bioprocess, gas-liquid absorption, liquid-liquid extraction, precipitation and crystallization.
This reactor is based on a modular "LEGO" type system enabling its use in most industrial applications allowing rapid and predictable scale-up without loss of efficiency. Besides, it can be made from a disposable material.




